Case Study · 2026
Robot Machining Center & AS/RS Automation System
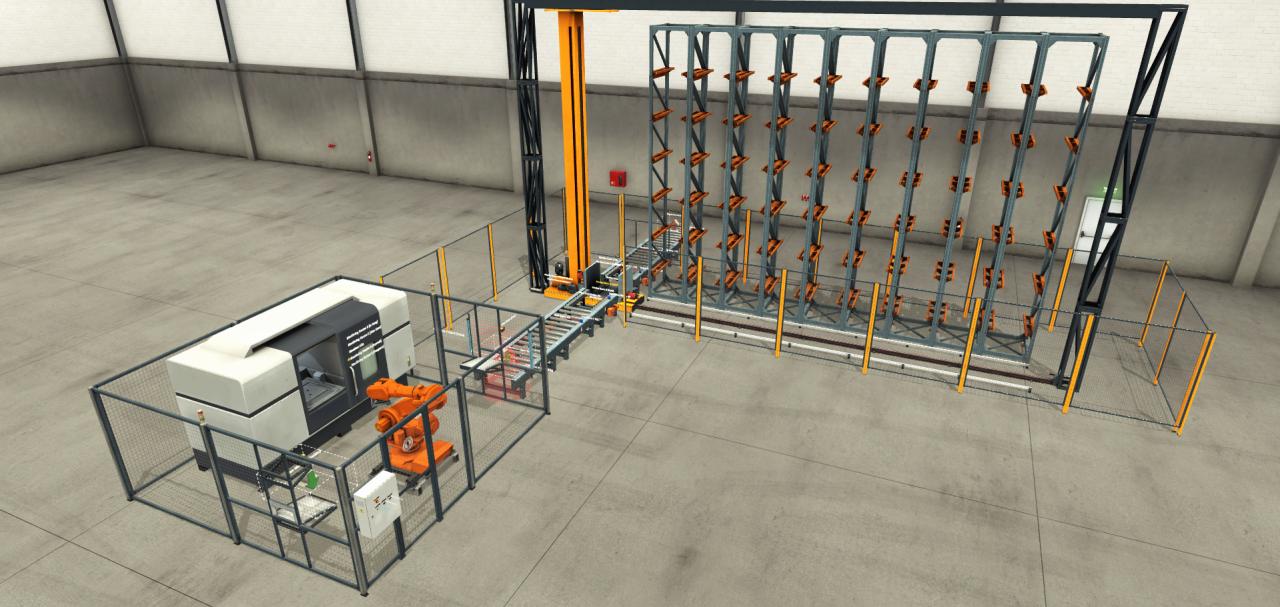
Integrated robotic machining cell tied to an Automated Storage & Retrieval System
The Problem
Tie three independently controlled subsystems , a 6-axis pick-and-place robot, a CNC machining center, and a shuttle-based AS/RS , into one autonomous cycle that an operator can drive from a single HMI, with no manual handoffs.
Approach
1 · System architecture
Mapped the end-to-end material flow: AS/RS retrieval → robot load to CNC fixture → machining cycle → robot unload → AS/RS restow. Defined the I/O matrix, interlocks, and handshake signals before writing a single line of ladder.
2 · PLC logic in Studio 5000
Structured the program as a master sequencer with subroutines for each subsystem. Used state-machine logic so any station can pause, fault, and resume without dropping the parent cycle, with explicit safe-state recovery paths.
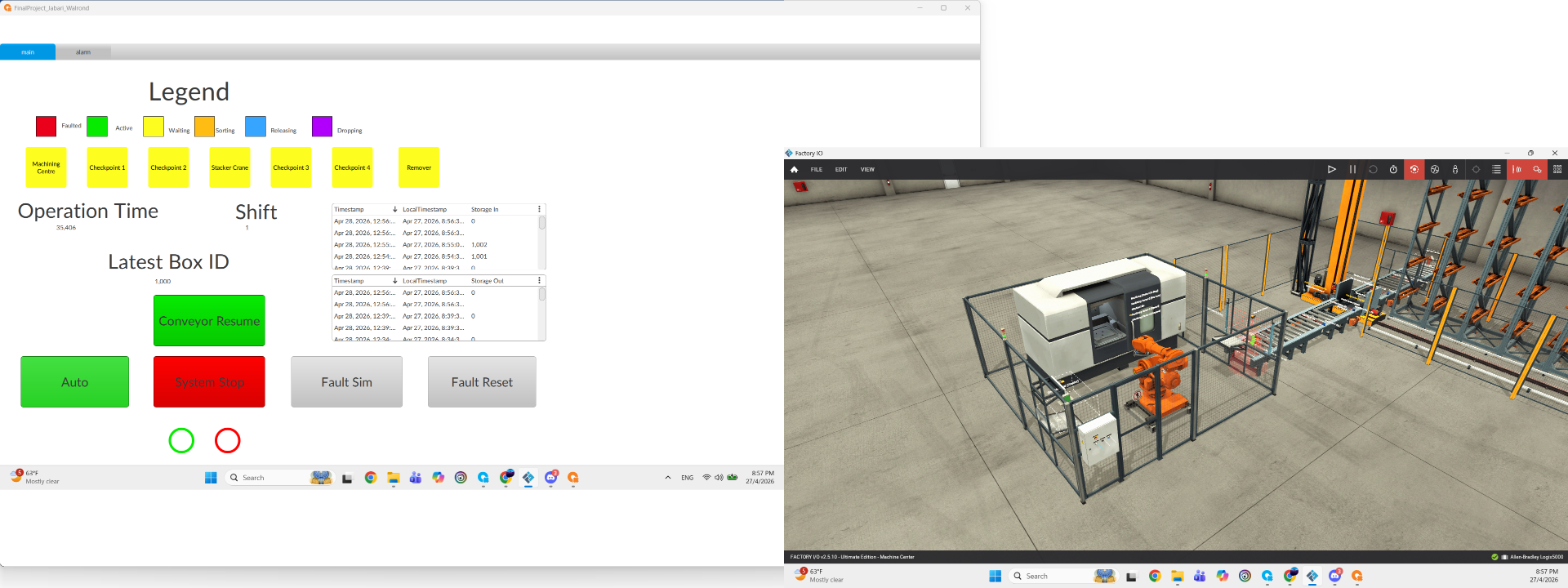
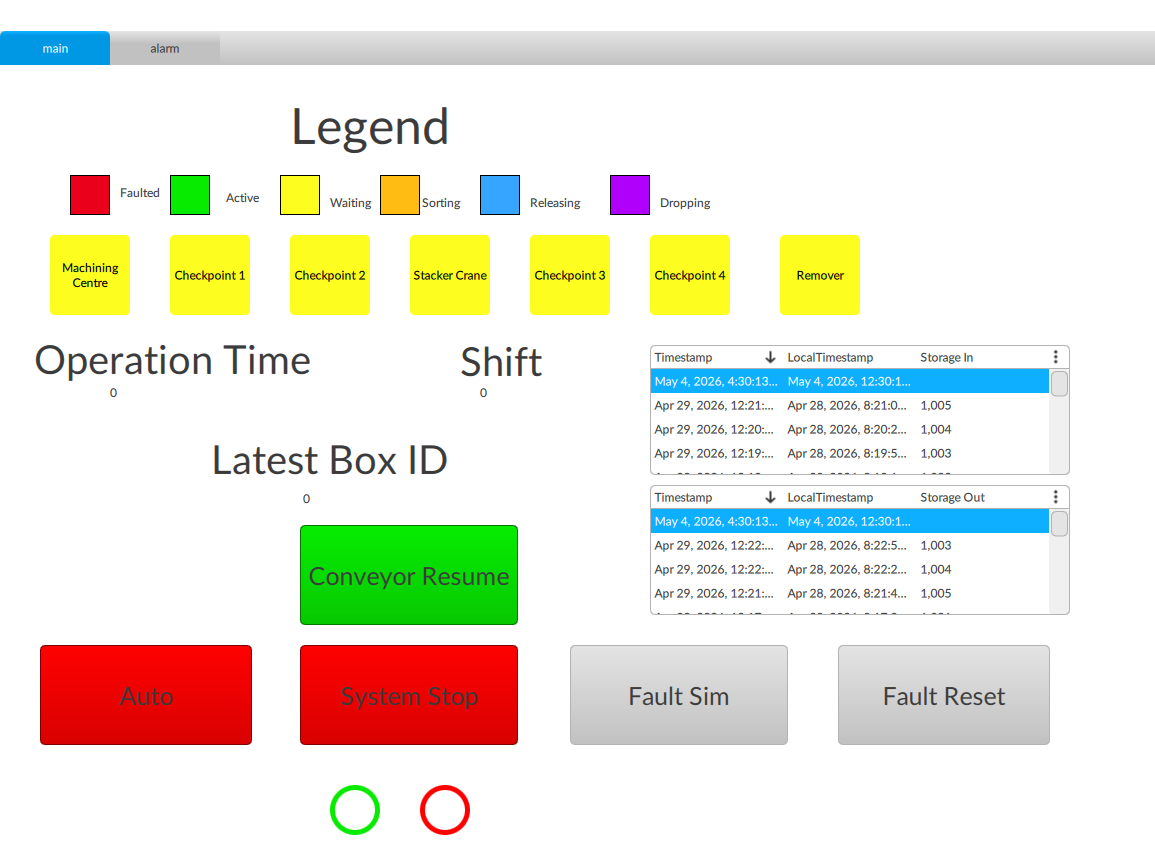
3 · OptixStudio HMI
Built an operator interface for recipe selection, live cycle tracking, throughput counters, and a fault diagnostic page that surfaces the exact step and tag responsible for any stop , turning debugging from a guessing game into a workflow.
4 · Factory IO digital twin
Validated the full coordinated sequence in Factory IO before bringing real hardware online. Caught timing collisions, missed interlocks, and AS/RS row conflicts virtually, where fixes cost minutes instead of bent fixtures.
Model Performance
Results
Autonomous cycle
End-to-end load → machine → store with zero manual intervention after start.
Single-pane operation
Operators run the whole cell from one HMI, including recipe changeover and fault recovery.
De-risked deployment
Digital-twin validation in Factory IO caught integration issues before hardware bring-up.
What I Took Away
- State-machine PLC structure pays back the moment something faults , recovery becomes a feature, not a rewrite.
- HMI design is debugging infrastructure: every fault should tell the operator the step and tag that caused it.
- Digital twins aren't a nice-to-have for integrated cells , they're the cheapest place to find your worst bugs.